中文繁体
中文繁体
 English
English
 Français
Français
Casting Glass Sculpture: Techniques, Kiln Forming & Annealing
The Precision of Kiln-Cast Glass Art
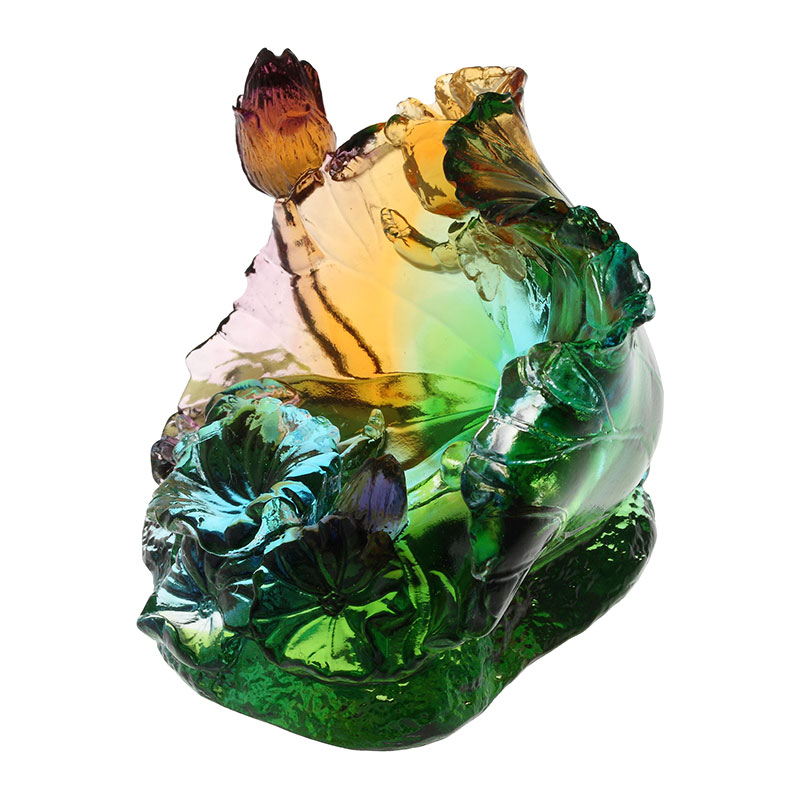
Casting glass sculpture is a transformative process that allows artists to create complex, three-dimensional forms with the optical clarity and depth unique to vitreous materials. Unlike blowing or slumping, casting involves melting solid glass chunks (frit) or powder within a refractory mold at temperatures exceeding 800–900°C (1472–1652°F). This method enables the production of solid, heavy sculptures with intricate details that are impossible to achieve through other glassworking techniques.
The success of a cast glass piece hinges on two critical factors: mold integrity and thermal control. A failure in either results in cracks, devitrification, or incomplete fills. Professional casters rely on precise annealing schedules—often lasting days or weeks for thick pieces—to relieve internal stresses. Understanding the viscosity changes of glass across temperature ranges is essential for predicting flow and preventing thermal shock during the cooling phase.
Mold Materials and Preparation Techniques
The mold defines the final shape and surface texture of the sculpture. For high-temperature casting, standard plaster is insufficient due to its low thermal stability. Instead, artists use specialized refractory mixes capable of withstanding repeated heating cycles without cracking or releasing gases that could mar the glass surface.
| Material | Max Temperature | Detail Resolution | Best Use Case |
|---|---|---|---|
| Investment Plaster (e.g., Hydrocal) | ~1200°C | High | Lost-wax casting, intricate details |
| Silica Bonded (Kristalobond) | ~1300°C | Medium-High | Large solid casts, high durability |
| Ceramic Fiber | ~1400°C | Low | Insulation, simple shapes, rapid prototyping |
The Lost-Wax Process
For complex geometries, the lost-wax technique remains the gold standard. An original wax model is encased in the refractory mix. During the kiln cycle, the wax melts and drains out (burnout), leaving a negative cavity. The glass is then loaded into this cavity. Key considerations include:
- Burnout Schedule: Must be slow enough to prevent steam explosions from residual moisture but fast enough to clear all wax residues before the glass softening point. A typical burnout takes 3–5 days.
- Venting: Proper venting channels are crucial to allow air to escape as glass flows in. Trapped air creates bubbles that compromise structural integrity and visual clarity.
- Mold Expansion: Refractory molds expand when heated. Calculating this expansion (usually 1–2%) is vital for maintaining dimensional accuracy in the final sculpture.
Glass Types and Color Compatibility
Not all glass is suitable for casting. The coefficient of expansion (COE) must be consistent throughout the piece to prevent cracking during cooling. Most studio casters use borosilicate or specific soda-lime formulations designed for kiln forming.
- Frit vs. Billets: Frit (crushed glass) flows more easily into detailed molds due to its smaller particle size, reducing the risk of bridging. Billets (solid blocks) are better for large, simple masses but require higher temperatures and longer hold times to fully consolidate.
- Color Stability: Some pigments degrade at high casting temperatures. Selenium reds and certain organic-based colors may fade or shift hue. Test small samples before committing to a large sculpture.
- Devitrification Risk: Holding glass too long in the working range (700–900°C) can cause crystallization on the surface, resulting in a cloudy, rough finish known as devitrification. Using glass cleaners or protective coatings can mitigate this.
Annealing and Cold Working Essentials
The casting process does not end when the kiln turns off. Annealing is the most critical phase for ensuring the longevity of the sculpture. Glass is a poor conductor of heat, meaning thick sections cool much slower than thin ones. If cooled too quickly, differential contraction creates internal stresses that can cause spontaneous shattering weeks or months later.
- Soak Time: Once the kiln reaches the annealing strain point (typically ~540°C for soda-lime), it must hold this temperature long enough for the entire mass to equalize. A rule of thumb is 1 hour per inch (2.5 cm) of thickness.
- Cooling Rate: After the soak, the kiln must cool slowly through the annealing range (540°C to 370°C). A rate of 10–20°C per hour is standard for medium-thick pieces. Faster cooling outside this range is safe once the glass has passed the critical stress zone.
- Cold Working: After removal from the mold, the sculpture usually requires cold working. This includes grinding away sprue marks, sanding surfaces to remove mold texture, and polishing to restore optical clarity. Diamond pads progressing from 50 to 3000 grit are typically used.
Safety and Handling
Always wear respirators when handling dry refractory materials or grinding glass, as silica dust is a serious health hazard. Use thermal gloves when removing hot molds and ensure the kiln is properly ventilated during the burnout phase to exhaust toxic fumes from wax and binders. Proper safety protocols ensure that the creation of casting glass sculpture remains a sustainable and healthy artistic practice.

 previous post
previous post